 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
12-07-2019, 00:00
Data publikacji: 04-06-2019
Sprzęt do spawania łukowego -- Część 1: Spawalnicze źródła energii
Zakres
Zmodyfikowano Rozdział 5 Badania oraz dodano Załącznik P Zgodność komponentów.
Data publikacji: 04-06-2019
Rury stalowe ze szwem do zastosowań ciśnieniowych -- Warunki techniczne dostawy -- Część 3: Rury ze stali stopowych drobnoziarnistych zgrzewane elektrycznie i spawane łukiem krytym z określonymi własnościami w temperaturze pokojowej, podwyższonej i obniżonej
Zakres
W niniejszym dokumencie określono warunki techniczne dostawy w dwóch kategoriach badań rur ze szwem o przekroju okrągłym zgrzewanych elektrycznie i spawanych łukiem krytym ze szwem wzdłużnym (SAWL) lub spiralnym (SAWH), wykonanych ze spawalnych stali drobnoziarnistych.
UWAGA 1 Niniejsze gatunki rur mają na celu utrzymanie zasadniczych wymagań Dyrektywy UE 2014/68 /UE w odniesieniu do urządzeń ciśnieniowych z określonymi własnościami w temperaturze podwyższonej, obejmujące wszystkie kategorie jakie określono w artykule 13 niniejszej dyrektywy.
UWAGA 2 Z chwilą opublikowania niniejszej normy w Dzienniku Urzędowym Unii Europejskiej (OJEU), domniemanie zgodności z zasadniczymi wymaganiami bezpieczeństwa (ESR) dyrektywy 2014/68/EU ogranicza się do danych technicznych materiałów w niniejszej normie i nie obejmuje przydatności materiału dla konkretnego urządzenia. W związku z tym zachodzi potrzeba przeprowadzenia oceny danych technicznych zamieszczonych w niniejszej normie materiałowej w odniesieniu do wymagań konstrukcyjnych dla konkretnego urządzenia w celu sprawdzenia, czy zasadnicze wymagania bezpieczeństwa Dyrektywy Urządzenia ciśnieniowe są spełnione przez projektanta lub wytwórcę urządzeń ciśnieniowych, z uwzględnieniem kolejnych procesów wytwarzania, które mogą mieć wpływ na własności materiałów podstawowych.
Data publikacji: 11-06-2019
Rury stalowe ze szwem do zastosowań ciśnieniowych -- Warunki techniczne dostawy -- Część 4: Rury zgrzewane elektrycznie ze stali niestopowych z określonymi własnościami w temperaturze obniżonej
Zakres
W niniejszym dokumencie określono warunki techniczne dostawy w dwóch kategoriach badań rur elektrycznie zgrzewanych o przekroju okrągłym z określonymi własnościami w temperaturze obniżonej, wykonanych ze stali niestopowych jakościowych.
UWAGA 1 Niniejsze gatunki rur mają na celu utrzymanie zasadniczych wymagań Dyrektywy UE 2014/68 /UE w odniesieniu do urządzeń ciśnieniowych z określonymi własnościami w temperaturze podwyższonej, obejmujące wszystkie kategorie jakie określono w artykule 13 niniejszej dyrektywy.
UWAGA 2 Z chwilą opublikowania niniejszej normy w Dzienniku Urzędowym Unii Europejskiej (OJEU), domniemanie zgodności z zasadniczymi wymaganiami bezpieczeństwa (ESR) dyrektywy 2014/68/EU ogranicza się do danych technicznych materiałów w niniejszej normie i nie obejmuje przydatności materiału dla konkretnego urządzenia. W związku z tym zachodzi potrzeba przeprowadzenia oceny danych technicznych zamieszczonych w niniejszej normie materiałowej w odniesieniu do wymagań konstrukcyjnych dla konkretnego urządzenia w celu sprawdzenia, czy zasadnicze wymagania bezpieczeństwa Dyrektywy Urządzenia ciśnieniowe są spełnione przez projektanta lub wytwórcę urządzeń ciśnieniowych, z uwzględnieniem kolejnych procesów wytwarzania, które mogą mieć wpływ na własności materiałów podstawowych.
Data publikacji: 11-06-2019
Wymagania dotyczące bezpieczeństwa narzędzi ściernych supertwardych
Zakres
Niniejszy dokument dotyczy wyłącznie narzędzi ściernych supertwardych zawierających diament naturalny lub syntetyczny lub CBN (regularny azotek boru). Obejmuje ona precyzyjne ściernice do szlifowania i przecinania, nieprecyzyjne ściernice do przecinania, druty diamentowe, ściernice trzpieniowe i inne narzędzia ścierne supertwarde do nieprecyzyjnego szlifowania. Dotyczy ona także regenerowanych narzędzi ściernych supertwardych.
W niniejszym dokumencie określono wymagania i/lub środki do usuwania lub zmniejszenia zagrożeń wynikających z projektowania i stosowania narzędzi ściernych supertwardych.
W niniejszym dokumencie zawarto również procedury i badania służące do weryfikacji zgodności z wymaganiami, a także informacje dotyczące bezpieczeństwa użytkowania, które powinny być udostępnione użytkownikowi przez producenta.
Niniejsza Norma Europejska nie dotyczy narzędzi ściernych spojonych, produktów ściernych nasypowych, obciągaczy obrotowych, ani innych nieobrotowych narzędzi ściernych supertwardych
Data publikacji: 13-06-2019
Rury stalowe ze szwem do zastosowań ciśnieniowych -- Warunki techniczne dostawy -- Część 5: Rury ze stali niestopowych i stopowych spawane łukiem krytym z określonymi własnościami w temperaturze podwyższonej
Zakres
W niniejszym dokumencie określono warunki techniczne dostawy w dwóch kategoriach badań rur spawanych łukiem krytym ze szwem wzdłużnym (SAWL) lub spiralnym (SAWH) o przekroju okrągłym, z określonymi własnościami w temperaturze podwyższonej, wykonanych ze stali niestopowych jakościowych i stopowych specjalnych.
UWAGA 1 Niniejsze gatunki rur mają na celu utrzymanie zasadniczych wymagań Dyrektywy UE 2014/68 /UE w odniesieniu do urządzeń ciśnieniowych z określonymi własnościami w temperaturze podwyższonej, obejmujące wszystkie kategorie jakie określono w artykule 13 niniejszej dyrektywy.
UWAGA 2 Z chwilą opublikowania niniejszej normy w Dzienniku Urzędowym Unii Europejskiej (OJEU), domniemanie zgodności z zasadniczymi wymaganiami bezpieczeństwa (ESR) dyrektywy 2014/68/EU ogranicza się do danych technicznych materiałów w niniejszej normie i nie obejmuje przydatności materiału dla konkretnego urządzenia. W związku z tym zachodzi potrzeba przeprowadzenia oceny danych technicznych zamieszczonych w niniejszej normie materiałowej w odniesieniu do wymagań konstrukcyjnych dla konkretnego urządzenia w celu sprawdzenia, czy zasadnicze wymagania bezpieczeństwa Dyrektywy Urządzenia ciśnieniowe są spełnione przez projektanta lub wytwórcę urządzeń ciśnieniowych, z uwzględnieniem kolejnych procesów wytwarzania, które mogą mieć wpływ na własności materiałów podstawowych.
Data publikacji: 13-06-2019
Rury stalowe ze szwem do zastosowań ciśnieniowych -- Warunki techniczne dostawy -- Część 6: Rury ze stali niestopowych spawane łukiem krytym z określonymi własnościami w temperaturze obniżonej
Zakres
W niniejszym dokumencie określono warunki techniczne dostawy w dwóch kategoriach badań rur spawanych łukiem krytym ze szwem wzdłużnym (SAWL) lub spiralnym (SAWH) o przekroju okrągłym, z określonymi własnościami w temperaturze obniżonej, wykonanych ze stali niestopowych jakościowych.
UWAGA 1 Niniejsze gatunki rur mają na celu utrzymanie zasadniczych wymagań Dyrektywy UE 2014/68/UE w odniesieniu do urządzeń ciśnieniowych z określonymi własnościami w temperaturze podwyższonej (patrz Tablica 5), obejmujące wszystkie kategorie jakie określono w artykule 13 niniejszej dyrektywy.
UWAGA 1 Z chwilą opublikowania niniejszej normy w Dzienniku Urzędowym Unii Europejskiej (OJEU), domniemanie zgodności z zasadniczymi wymaganiami bezpieczeństwa (ESR) dyrektywy 2014/68/EU ogranicza się do danych technicznych materiałów w niniejszej normie i nie obejmuje przydatności materiału dla konkretnego urządzenia. W związku z tym zachodzi potrzeba przeprowadzenia oceny danych technicznych zamieszczonych w niniejszej normie materiałowej w odniesieniu do wymagań konstrukcyjnych dla konkretnego urządzenia w celu sprawdzenia, czy zasadnicze wymagania bezpieczeństwa Dyrektywy Urządzenia ciśnieniowe są spełnione przez projektanta lub wytwórcę urządzeń ciśnieniowych, z uwzględnieniem kolejnych procesów wytwarzania, które mogą mieć wpływ na własności materiałów podstawowych.
Data publikacji: 19-06-2019
Sprzęt do spawania łukowego -- Część 2: Systemy chłodzenia cieczą
Zakres
W niniejszej części IEC 60974 określono wymagania dotyczące bezpieczeństwa i budowy przemysłowych i profesjonalnych systemów chłodzenia cieczą stosowanych do chłodzenia uchwytów w spawaniu łukowym i procesach pokrewnych.
Niniejsza część IEC 60974 dotyczy samodzielnych systemów chłodzenia, które są podłączone do osobnego spawalniczego źródła energii (oddzielnie od sprzętu spawalniczego) lub wbudowane w obudowę spawalniczego źródła energii.
Niniejsza część IEC 60974 nie ma zastosowania do układów chłodniczych.
Data publikacji: 19-06-2019
Utlenianie anodowe aluminium i jego stopów -- Oznaczanie napięcia przebicia i upływności elektrycznej
Zakres
Niniejszy dokument określa metody badań do określania napięcia przebicia i upływności elektrycznej anodowych powłok tlenkowych na aluminium i jego stopach, na płaskich lub prawie płaskich powierzchniach i na okrągłym drucie. Metody mają zastosowanie do anodowych powłok tlenkowych stosowanych głównie jako izolatory elektryczne.
Metody te nie mają zastosowania do powłok w pobliżu krawędzi cięcia, krawędzi otworów lub ostrych zmian kąta, na przykład, wyciskanych kształtowników.
Data publikacji: 24-06-2019
Proszki metaliczne -- Oznaczanie zawartości tlenu metodami redukcyjnymi -- Część 4: Całkowita zawartość tlenu metodą redukcji-ekstrakcji
Zakres
W niniejszym dokumencie określono metodę oznaczania całkowitej zawartości tlenu w proszkach metali z zastosowaniem redukcji i ekstrakcji w wysokiej temperaturze. Po uzgodnieniu, metodę tę stosuje się również do oznaczania całkowitej zawartości tlenu w spiekanych materiałach metalicznych. Metodę stosuje się w odniesieniu do wszystkich proszków metali, stopów, węglików i ich mieszanek, które nie są lotne w warunkach oznaczania. Próbka może być w postaci proszku lub wypraski. Przeprowadza się analizę proszku w stanie dostawy, ale metody nie stosuje się w odniesieniu do proszku zawierającego środek poślizgowy lub lepiszcze. Jeżeli substancje takie są obecne, metodę można stosować tylko po ich uprzednim całkowitym usunięciu sposobem nie wpływającym na zawartość tlenu w proszku. Z niniejszego dokumentu należy korzystać w połączeniu z ISO 4491-1.
Data publikacji: 26-06-2019
Kształtowniki zamknięte wykonane na gorąco ze stali konstrukcyjnych -- Część 2: Tolerancje, wymiary i wielkości statyczne
Zakres
W niniejszym dokumencie określono tolerancje wykonanych na gorąco kształtowników zamkniętych konstrukcyjnych: okrągłych, kwadratowych, prostokątnych i eliptycznych, wytwarzanych o grubościach ścianek do 120 mm, w następujących zakresach wymiarowych:
— Okrągłe: Średnica zewnętrzna do 2 500 mm;
— Kwadratowe: Wymiary zewnętrzne do 800 mm x 800 mm;
— Prostokątne: Wymiary zewnętrzne do 750 mm x 500 mm;
— Eliptyczne: Wymiary zewnętrzne do 500 mm x 250 mm.
W Załączniku A podano wzory do obliczeń wielkości statycznych, które mają zastosowanie przy projektowaniu konstrukcji z kształtowników wykonanych w tolerancjach wymiarowych według niniejszej normy.
W Załączniku B podano wymiary i wielkości statyczne dla zakresu ograniczonego obejmujące bardziej popularne rozmiary.
UWAGA Oznaczenie osi kształtowników, w tym osi wielkiej (yy) i osi małej (zz) pokrywa się z oznaczeniem osi stosowanym w Eurokodach konstrukcyjnych do projektowania konstrukcyjnego.
Data publikacji: 27-06-2019
Sprzęt do spawania łukowego -- Część 5: Podajniki drutu
Zakres
W niniejszym dokumencie określono wymagania bezpieczeństwa i wymagania eksploatacyjne dla przemysłowego i profesjonalnego sprzętu używanego w spawaniu łukowym i procesach pokrewnych do podawania drutu.
Niniejszy dokument ma zastosowanie do podajników drutu, które mogą być podłączone do oddzielnego spawalniczego źródła energii (oddzielnie od sprzętu spawalniczego), lub takim, gdzie spawalnicze źródło energii i podajnik drutu są umieszczone w jednej obudowie. Podajnik drutu może być odpowiedni dla ręcznego lub mechanicznego prowadzenia uchwytów.
Niniejszy dokument nie ma zastosowania do uchwytów z podajnikiem objętych normą EN 60974-7.
Zestawienie zostało opracowane przez Redakcję Blacha.biz
na podstawie ogólnodostępnych informacji publikowanych przez PKN
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
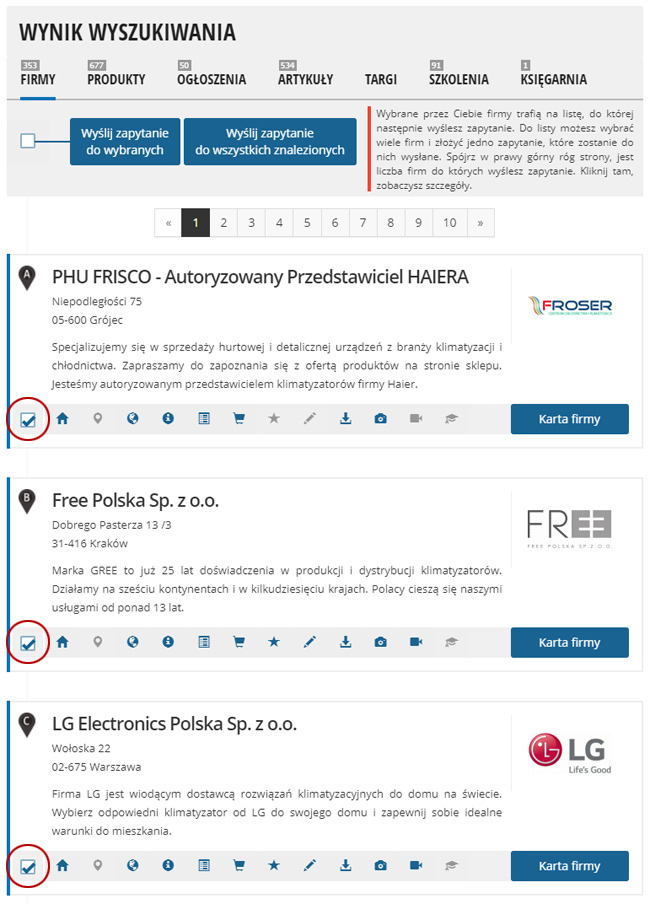
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
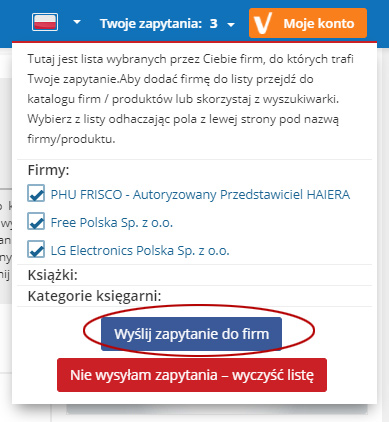
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
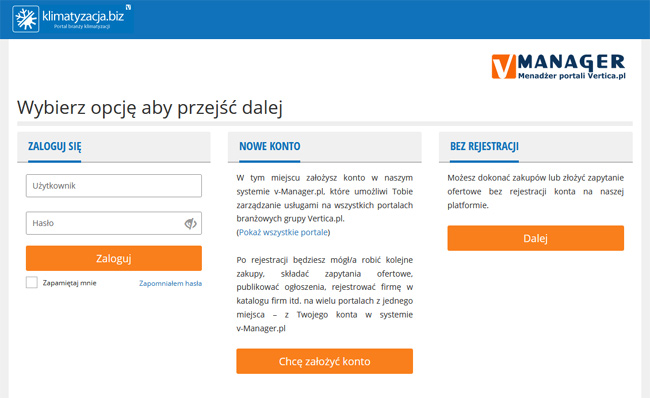
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
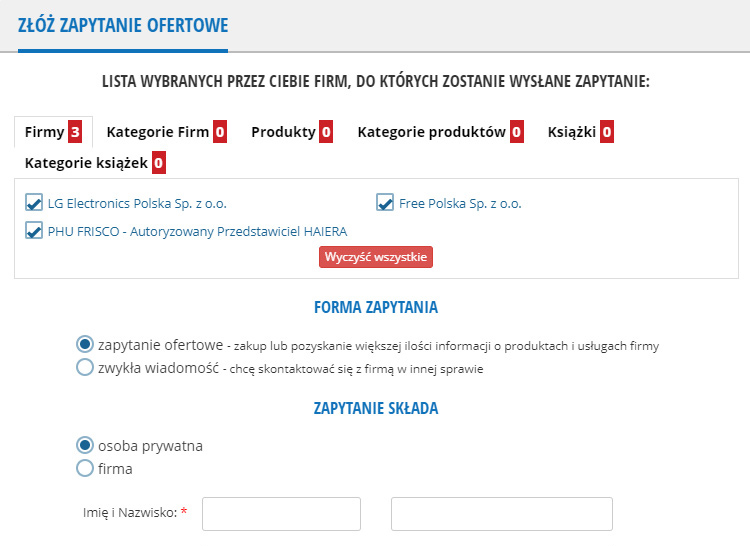
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.







